
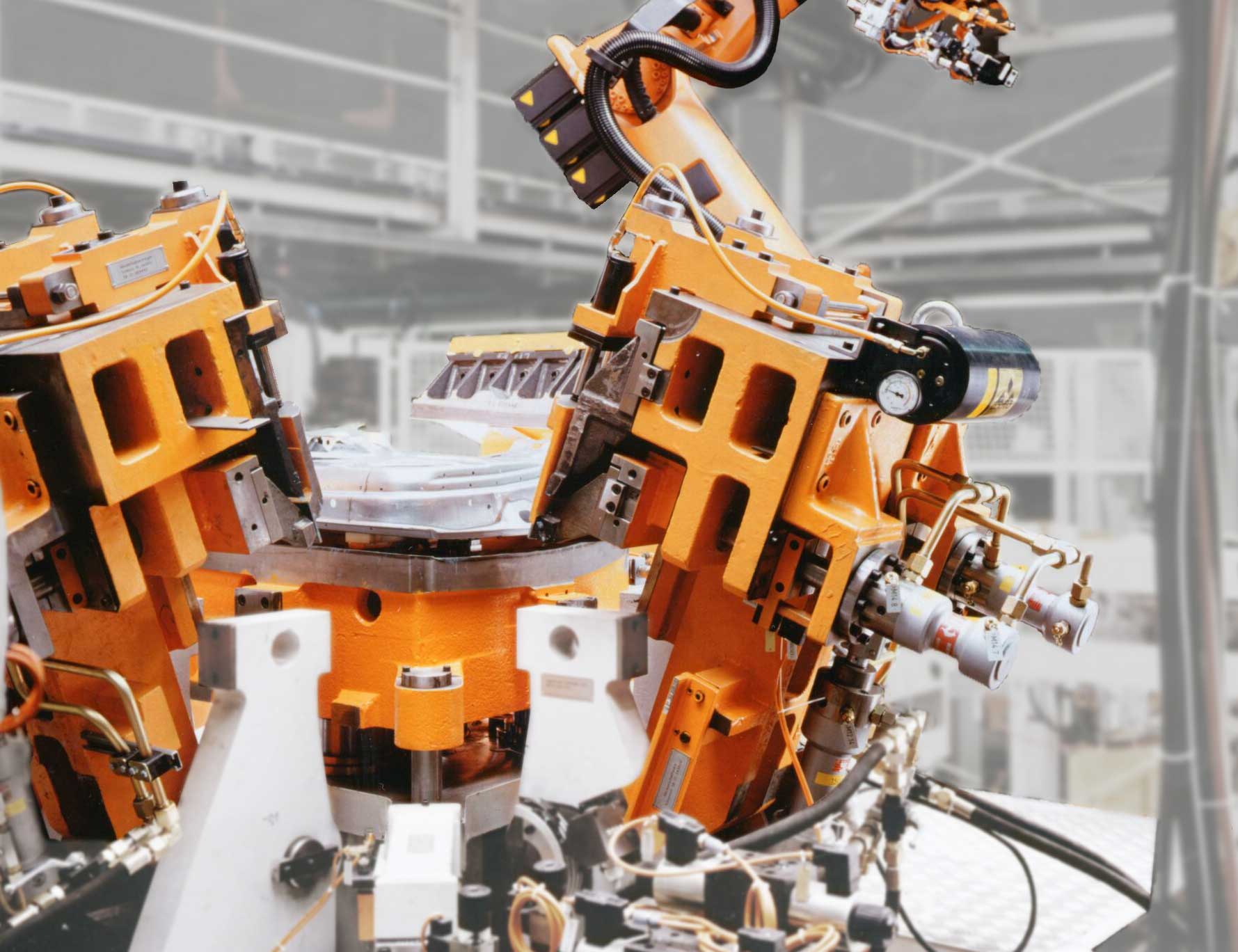
Plieuse pour le domaine automotive
Vérins hydrauliques, Vérins normés
Le pliage offre dans la production de série de nombreux avantages par rapport au soudage : c'est une technique d'assemblage qui peut être appliquée pour des surfaces visibles en raison de l'absence de rectifications. Elle assure l'étanchement et la protection anticorrosion correspondante par la simple méthode de liaison. Il est de surcroît possible de plier chaque métal, également les éléments de carrosserie en aluminium, dont le soudage s'avérerait très coûteux.
Équipées de vérins hydrauliques plug-and-play de Hänchen. 13 cylindres standard fonctionnent sans interruption, jusqu'à 27 équipes par semaine. Grâce à la fiabilité et à la longue durée de vie des vérins Hänchen, Audi peut se passer du stockage des pièces de rechange.
- Longue durée de vie des vérins hydrauliques
- Service rapide de pièces de rechange
- Consultations sur votre site
- Vérins fonctionnant avec précision


- Pression de 100 bar à 80 N/mm
- Des vérins hydrauliques fiables
- Précision de course de seulement ± 0,2 mm
- Délai de pliage de 20 secondes
- Vérin hydraulique de la série 120
- Vérin standard aux dimensions d'implantation normalisées selon ISO 6020-1 de la série 160
- Système d'étanchéité : Servocop®
Processus de plieuse
Le cycle dure 20 secondes : les parties extérieure et intérieure d'une portière de voiture sont réglées de façon exacte l'une par rapport à l'autre ; les éléments se trouvent en position de base. Dans une première étape, celle du prépliage, le flanc de la partie extérieure est courbé d'un angle d'environ 45 degrés. A cet effet, le vérin pousse la table en position d'ébauche afin que la pièce vienne s'appuyer contre les mâchoires de prépliage. Après le déplacement en arrière du poussoir d'ébauche, le vérin avance la table vers les mâchoires de pliage. L'usinage s'effectue sur toute la périphérie. L'assemblage des parties extérieure et intérieure est assuré par la structure géométrique des pièces. Chez Audi, il va de soi que cette liaison répond à de hautes exigences de qualité techniques et esthétiques. A cela s'ajoute le fait que les plieuses modernes de la 3e génération présentent un très haut rendement grâce à leurs cadences élevées. Pour finir, cette technique de traitement fournit une précision dimensionnelle de l'ordre de ±0,2 mm, ce qui permet de limiter au maximum les interstices des portes et des capots, une finition qui caractérise l'ensemble des modèles VW et Audi. La portière est complétée en aval sur la ligne de montage de la carrosserie et parcourt l'ensemble du processus de fabrication jusqu'au véhicule assemblé.
Composants cles, les verins hydrauliques
Ce processus repose essentiellement sur 13 vérins hydrauliques Hänchen issus de la gamme de produits standard. Car depuis 1991, la section Outillage Audi Ingolstadt utilise dans ses plieuses des produits de ce spécialiste de l'hydraulique basé à Ostfildern, près de Stuttgart. Ces plieuses assemblent pour l'ensemble du groupe VAG, et à plus large échelle encore, les pièces extérieures et intérieures de véhicules, à savoir les unités portières, capots avant et hayons, ossatures de panneaux latéraux sans soudage. "Les vérins hydrauliques sont une composante clé qui doit répondre aux exigences les plus élevées", explique Ernst Beringer, ingénieur diplômé travaillant dans la section Outillage d'Audi, à propos des normes de qualité appliquées. "En tant qu'unités d'entraînement de haute puissance et précision, ils doivent réaliser en continu 15 à 17 postes par semaine. Au début, nous avons employé des vérins à tirant pour cette tâche, mais ils présentaient une trop faible résistance. Depuis neuf ans, nous utilisons des vérins hydrauliques Hänchen et en sommes très satisfaits." Ceci se traduit notamment par le fait qu'il n'y a pas de stock de pièces de rechange pour ces cylindres. Il est également possible de se passer de réserves de joints d'étanchéité étant donné que Hänchen garantit au niveau mondial un service de fourniture sous 24 heures. La section Outillage d'Audi AG approvisionne ainsi, en dépit d'une forte concurrence, les sociétés VAG en Allemagne, à l'étranger et même outre-Atlantique, en concevant également des plieuses pour d'autres fournisseurs d'installations de montage de carrosserie. "L'expertise système", ajoute Beringer, "assure que ces machines à plier remplissent les hautes exigences de qualité des clients."
Unite Plug-and-Play du HäKo
Pour les concepteurs de ces installations, le vérin hydraulique est une unité plug-and-play dont l'exécution standardisée est si précise qu'elle autorise à tout moment et partout dans le monde un échange de pièces durant les cycles de maintenance, également le dimanche. Pour simplifier l'intégration, seuls trois types sont utilisés. Ces pièces, Beringer et son équipe les sélectionnent et les commandent à partir du catalogue électronique de Hänchen. Les vérins peuvent ainsi être adaptés de façon optimale à chaque configuration de montage. Par ailleurs le HäKo permet des achats économiques et offre les délais de livraison les plus courts. "Pour que la qualité et la rentabilité soient présentes dès l'approvisionnement", indique le constructeur.
L'utilisation de l'hydraulique
La qualité d'usinage est en particulier déterminée par le rayon de pliage : le plus petit possible donne le meilleur résultat. Pour y arriver, les ingénieurs d'Audi procèdent de la façon suivante : la pièce extérieure, dont le flanc présente une ouverture d'environ 90 degrés, est insérée dans la plieuse et positionnée de façon exacte. Un robot ajoute l'unité qui constitue la pièce intérieure. Les vérins hydrauliques ferment les étriers C avec les mâchoires et amènent les mâchoires de prépliage en position de travail. Un autre vérin déplace la table de pliage dans l'axe vertical, vers le haut, et génère ensuite la pression nécessaire pour courber la pièce à un angle de 45°. Les mâchoires de prépliage sont alors écartées par commande hydraulique. La table avance vers les mâchoires de pliage et termine la pièce avec une pression de 100 bars à 80 N/mm rapportée à la longueur de pliage. L'installation obtient de cette manière le faible rayon de courbure exigé. Les étriers C sont ensuite de nouveau ouverts, la pièce usinée retirée de la plieuse et acheminée vers les autres étapes du processus de fabrication.
Plieuses de la troisieme generation
L'idée de commander les mâchoires de prépliage au moyen d'un poussoir a permis de concevoir des plieuses plus compactes et plus économiques. Les machines de la première génération ont exécuté le prépliage à l'aide d'une presse haute de 5 mètres et achevé l'usinage avec une unité de même dimension. Les équipements de la deuxième génération ont été munis de mâchoires superposées en deux blocs distincts. Les pièces ont alors été travaillées dans une installation de 2,2 mètres de haut. Les nouveaux systèmes de la troisième génération, équipés d'étriers C et utilisés depuis 1998, ne présentent plus qu'une hauteur de 1,6 mètre. Cette optimisation des mouvements a permis de réduire le temps de pliage à 20 secondes.
Le systeme hydraulique, l'element charniere d'un pliage de haute precision
L'utilisation de composants hydrauliques de haute qualité est une condition fondamentale pour satisfaire les exigences des clients en relation avec la qualité du pliage, car ces éléments appliquent les forces nécessaires et garantissent une haute précision de positionnement, comme l'attestent les expériences faites par la section Outillage d'Audi. "Avec Hänchen, Audi a trouvé un partenaire fiable. Nos machines à plier compactes", affirme Beringer, "sont maintenant équipées de vérins précis qui nous permettent d'obtenir à des cadences d'usinage élevées des jointures répondant aux plus hautes exigences de qualité à l'échelle mondiale".
© Hänchen 2001